
 English
English русский
русский Español
Español عربى
عربى 中文简体
中文简体

















 centrifuge")








WE ARE HAPPY TO SOLVE
PROBLEMS FOR CUSTOMERS
learn more >

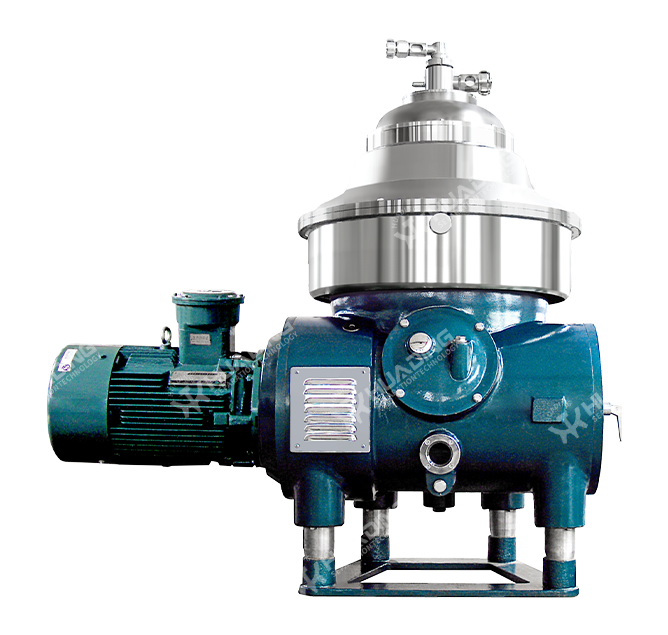
Biodiesel disc centrifuges play a crucial role in modern biodiesel production. They go beyond simply separating two liquids; they are an efficient and precise physical separation technology capable of isolating a variety of key substances from the reaction products, significantly improving biodiesel purity, yield, and overall production efficiency.
| Model | Capacity (T/d) | Weight (Kg) |
| BDSD10 | 10-20 | 600 |
| BDSD30 | 30-50 | 750 |
| BDSD60 | 70-150 | 1500 |
| BDSD80 | 100-200 | 1700 |
| BDSD110 | 150-300 | 2200 |
| BDSD150 | 200-500 | 3500 |
| BDSD200 | 300-800 | 4400 |
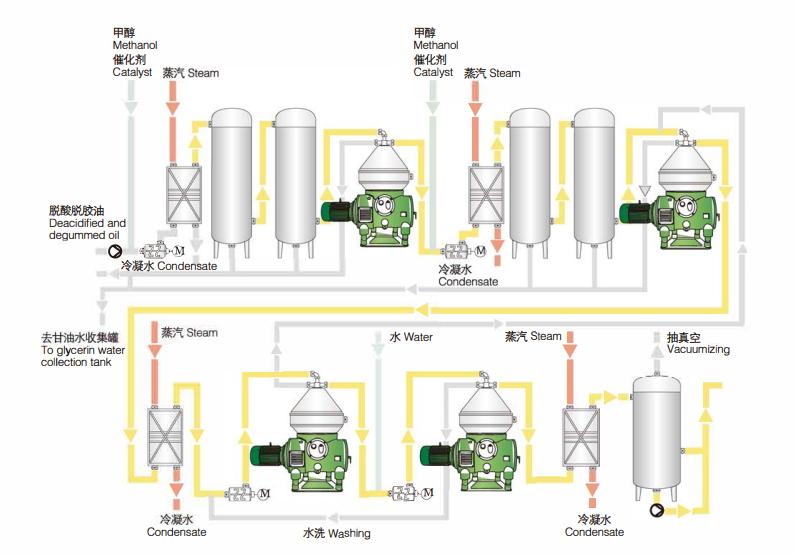
Crude glycerol is the primary byproduct of biodiesel production. In the transesterification reaction, vegetable oils or animal fats react with methanol (or ethanol) in the presence of a catalyst to produce fatty acid methyl esters (biodiesel) and glycerol. Because glycerol is much denser than biodiesel and the two are immiscible, the centrifuge's immense centrifugal force propels the denser glycerol toward the outer walls of the rotating drum, while the less dense biodiesel remains in the inner layer.
Separating crude glycerol is the primary task of the centrifuge in biodiesel production. If crude glycerol is not effectively separated, it will remain in the biodiesel, reducing product purity and failing to meet national or international standards. Furthermore, the presence of glycerol increases the burden on downstream washing and refining processes and may even cause equipment blockage.
In transesterification reactions, excess methanol is often used to drive the reaction toward biodiesel production. After the reaction is complete, a large amount of unreacted methanol remains in the reaction system. This methanol needs to be recovered and reused to reduce production costs.
Biodiesel disc centrifuges are typically used in conjunction with equipment such as distillation towers at this stage. While Biodiesel disc centrifuges alone cannot directly separate the methanol dissolved in biodiesel, in some process flows, they can first separate crude glycerin from the bulk biodiesel, and then process the separated crude biodiesel for methanol recovery.
The most commonly used catalysts in biodiesel production are sodium hydroxide (NaOH) or sodium methoxide (CH3ONa). These catalysts dissolve in the glycerin phase after the reaction. However, in some cases or when process control is inadequate, some catalyst may remain in the crude biodiesel as solid particles or suspended matter.
The high-speed rotation of a centrifuge effectively separates these tiny catalyst particles from the liquid. Catalyst residues in biodiesel not only affect product quality but may also corrode subsequent processing equipment. Therefore, Biodiesel disc centrifuges are crucial for separating solid catalysts, especially in processes using heterogeneous catalysts.
During the transesterification reaction, if the feedstock contains free fatty acids (FFA), these FFAs will neutralize the alkaline catalyst to form fatty acid salts, known as "saponites." Saponites act as emulsifiers and can significantly affect the separation of glycerol and biodiesel, causing them to form a stable emulsion, commonly known as "saponification emulsion."
Biodiesel disc centrifuges offer significant advantages in separating saponites. By optimizing operating parameters (such as speed and temperature), Biodiesel disc centrifuges can effectively break up this emulsion and separate saponites from biodiesel. These saponites typically exit with the glycerol phase or form a separate phase within the centrifuge. Effective removal of saponites is key to ensuring product purity and streamlining downstream washing processes.
Water is a significant impurity in the production and washing of biodiesel. In particular, during the water-washing refining process, water is used to wash away residual glycerin and catalyst in biodiesel. After washing, tiny water droplets remain in the biodiesel.
Biodiesel disc centrifuges can be an efficient dehydration tool. Because water is denser than biodiesel, Biodiesel disc centrifuges can quickly aggregate tiny water droplets into larger clusters and separate them from the main biodiesel. Compared to traditional thermal or vacuum drying, centrifuge dehydration offers advantages such as low energy consumption, high efficiency, and excellent continuity, enabling it to quickly reduce the water content in biodiesel to below national standards.
Although the reaction typically proceeds very thoroughly, small amounts of unreacted vegetable oil or animal fat may remain in the product. These unconverted fats have a similar density to biodiesel but a higher viscosity, separating them from the biodiesel in the centrifuge.
Furthermore, if the feedstock oil is impure, it may contain various solid impurities, such as tiny plant fibers, particulate matter, or sediment. Biodiesel disc centrifuges can easily separate these solid impurities from the liquid, ensuring the purity of the final product and avoiding wear or blockage of downstream equipment.
Copyright ©Yixing Huading Machinery Co.,Ltd. All Rights Reserved. Custom Centrifugal Separator Factory